| Info | ||
|---|---|---|
| ||
Det kommer snart en ny printplate. I mellomtiden kan det være lurt å følge ekstra godt med på at det første laget sitter bra. Bruk "Layer offset" under menyen "Tune" på kontrollpanelet nederst på printeren mens det første laget printes. |
| Info | ||
|---|---|---|
| ||
|
Pris
3D-print koster 3 kr per 10 gram for vanlig PLA og ABS. Vekt og pris blir oppgitt av slicerprogrammvaren
| Info | ||
|---|---|---|
| ||
|
Materialer
Dette er materialene vi har mulighet for å printe i
Oppsett av IdeaMaker
En slicer er programvare som genererer g-kode fra en 3d fil, typisk stl. IdeaMaker er en svært god og gratis slicer der vi har funnet svært gode innstillinger for denne printeren. Andre slicere kan også brukes, men da må man finne innstillinger selv, noe som ofte krever mye prøving og feiling.
Vi har laget templates for printeren og de vanligste materialene vi printer med. Etter installasjon av IdeaMaker må disse importeres i "Slice" og deretter "Manage Templates".
| View file | ||||
|---|---|---|---|---|
|
| View file | ||||
|---|---|---|---|---|
|
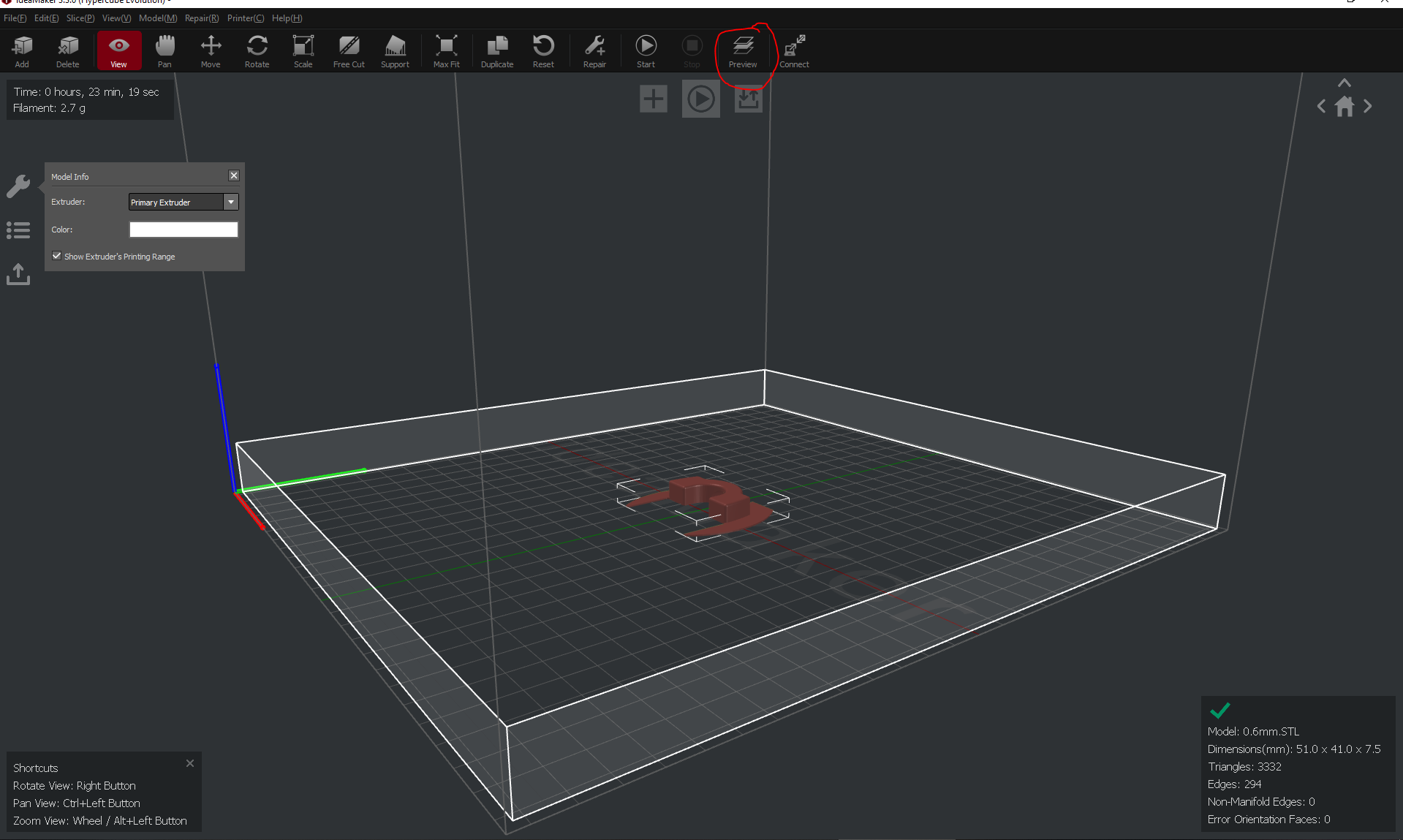
Slicing i IdeaMaker
Sjekk alltid preview før en print. Tips:Trykk på Extruder Color i høyre hjørne av preview, og bytt til Structure.
Innstillinger:
Layer height: 0.2mm passer til det meste. 0.3 mm kan brukes der z-oppløsningen ikke er så viktig og det ønskes en raskere print. 0.15 og 0.1 mm brukes når det ønskes god z-oppløsning.
Support: Ofte ikke nødvendig, og det kan være lurt å legge til support selv, ettersom sliceren ofte legger på mer support enn nødvendig. Lurt å sjekke at det ikke legges support i hulrom og lignende som er vanskelig å komme til hvis man ikke bruker vannløselig filament.
Infill: 15-20% passer bra til det meste. Høyere infill hvis det trengs styrke, sjeldent lurt å gå over 50-60% Grid infill er kjapt å printe og er ganske sterkt. Triangular infill kan brukes for bedre styrke, og når det trengs økt kompressjonsstyrke i xy-retning, men tar litt lenger tid.
Høyde- og lagbaserte innstillinger: Det er mulig å legge til forskjellige innstillinger i forskjellige z-intervall i en print. Dette kan typisk brukes der man ønsker en finere laghøyde på enkelte z-intervall i printen. Da kan man fort spare halve printertiden hvis det er en stor modell. Alt utenom temperaturinnstillinger settes under “Group and Layer Settings” som man finner etter å ha trykket “Start”. Lagbasert temperaturendring finner man ved å gå inn i en Template, og deretter velge “Advanced” menyen. Under “Cooling” må man huke av “Use temperature Control List” og så setter man en temperatur for et bestemt lag.
Shells: Antall skall på den ytre kanten. 2 fungerer bra på det mest, 3 kan brukes for økt styrke.
Layer start point: Hvor sømmen kommer, altså der et lag ender. Nearest gir kjappest printing, fixed kan brukes hvis man ønsker sømmen på en bestemt plass.
Spiral Vase Mode: Printer kontinuerlig i en spiral. Gir veldig kjapp print hvis man har en modell som bare trenger en ytterkant som er kontinuerlig.
Top and bottom solid layers: 3-5 fungerer bra med standard 0.2mm laghøyde. Må justeres ut i fra laghøyde.
Platform additions:
Skirt: Brukes der det er stort overflateareal mot byggeflate. Det blir printet noen runder utenfor delen som skal printes, noe som gjør at plasten kommer jevnt gjennom dysen.
Brim: Samme som skirt, bare at det ikke er noe offset. Lurt å bruke på deler med lite areal på byggeflaten, slik at de holder seg på plass. Er en ekstra sikkerhet for at delen holder seg fast.
Raft: Brukes når selv ikke brim gir nok feste til byggeplate.
Printing i Octoprint
Printeren kjører en webserver som man blant annet bruker til styring og opplasting av g-kode. De fleste funksjoner kan kun brukes av innloggede brukere. Link til server.
Første lag:

Hvis dette skjer, kan man kjøre kommandoene Z_TILT_ADJUST og BED_MESH_CALIBRATE etterfulgt av SAVE_CONFIG i terminalen i Octoprint. Kan også justeres under printing som "Layer offset" under "Tune" på det grafiske displayet.