...
Swing over bed | 180 mm |
Cross slide travel | 65 mm |
Compound travel | 55mm |
Motor output power | 350 W |
Distance between centers | 350 mm |
Hole through spindle | 20 mm |
Spindle taper | MT3 |
Tailstock taper | MT2 |
Spindle speed Low range | 100-1200 ±10% rpm |
High range | 100-3000 ±10% rpm |
Thread of range Metric version | 0.4-2.0 mm (10 threads pitches) |
Imperial version | 12-52 TPI (18 threads pitches) |
Overall dimension (LxWxH) | 800x300x300 mm |
Weight (Net/Gross) | 44/50 kg |
Packing Size (LxWxH) | 870x340x380 mm |
Instruksjoner
| Warning |
|---|
Dreiebenken har eksponerte roterende deler. Pass på å ikke ha løse ermer, snorer fra hettegenser, langt hår eksponert slik at det kan sette seg fast i dreiebenken. |
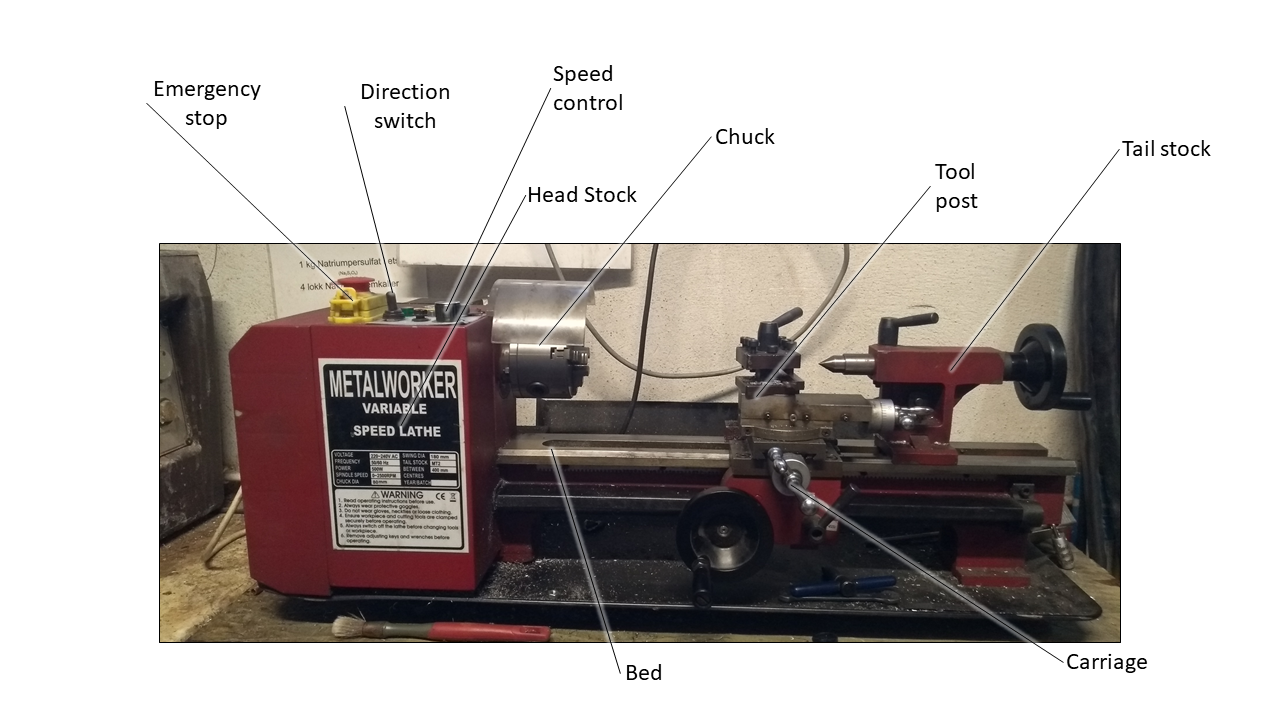
En dreiebenk er en maskin som brukes i hovedsak til å lage runde deler i forsjellige dimensjoner. Det er et av de mest universelle maskineringsverktøyene som finnes.
Sjekkliste før du dreier
- Sjekk at arbeidet sitter fast i choksen
- Sjekk at chocknøkkelen ikke står i choksen
- Sjekk at arbedet kan rotere fritt
- Sjekk at skjæreverktøyet sitter fast i holderen
- Sjekk at du ikke har på deg noe som kan sette seg fast i dreiebenken. (Langt hår, løse klær, langt hår, hansker. Langt hår må settes opp.)
- Lange arbedstykker må være festet i bak dokka (Tail stock) med et senter.
Mens du dreier
- Ta små kutt, typisk under ca 0.1mm - 0.3mm
- Bruk olje
- Pass på at sponen ikke samler seg opp i store bunter
- Bruk rett skjærehastighet
- Hold hender borte fra roterende deler
Etter du har dreiet
- Rydd opp metallspon
Vanlige opprasjoner
Borring med bor
Sett inn borr chocks i bak dokka( tail stock) og sett inn det borret du skal bruke. På hull større en ca 6 mm bør det forborres med en mindre borr typisk 4 mm til 6 mm.
Sveiv ut borren med jevne mellomrom for å være sikker på at all sponen kommer ut.
Innvending dreiing
For dette må det brukes et passende skjæreverktøy som har klaring i hullet som skal dreies. Siden innsynet i denne operasjonen er dårligere må en være mer forsiktig, spesielt med tanke på oppsamling av spon.
Utvendig dreiing
Dette er kansje den vanligste formen for dreiing.
Gjenging
Dreiebenken har også mulighet for å lage gjenger. For å gjøre det må noen gir byttes ut og den må brukes et gjenge verktøy med korrekt form. For metriske gjenger er det 60 grader.
Justering av skjæreverktøy
Tuppen av skjærevertøyet skal være på høyde med senterlinjen mellom choksen og bak dokka. For å sjekke om høyden er korrekt kan en sette en kort linjal mellom et rundt arbeidsstykke og tuppen på skjæreverktøyet. Når linjalen er vertikal er verktøyet på senterlinjen.
| Include Page | ||||
|---|---|---|---|---|
| ||||
| Include Page | ||||
|